固废处理机
固废处理机
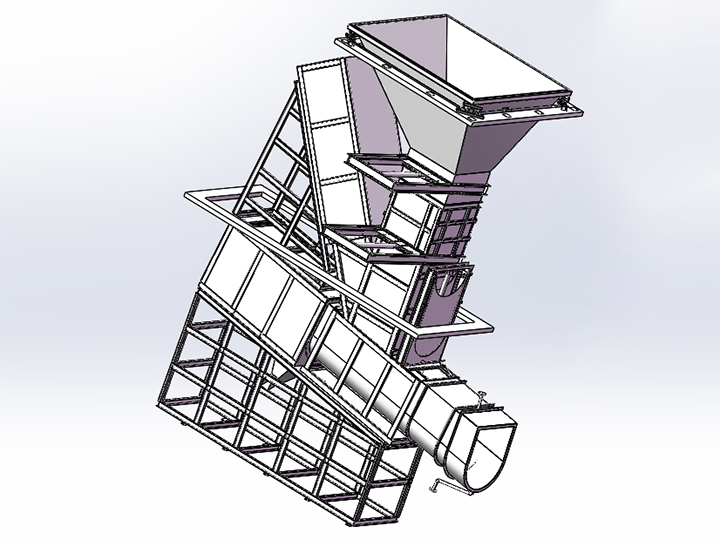
液压进料系统


二、液压系统:

1. 该进料系统是在传统的液压推进技术,大型溜槽进料技术以及无轴螺旋进料基础上演变而来,具有进料量大,长时间安全可靠运行,气密性好等特点,防回火功能突出,安全可靠。
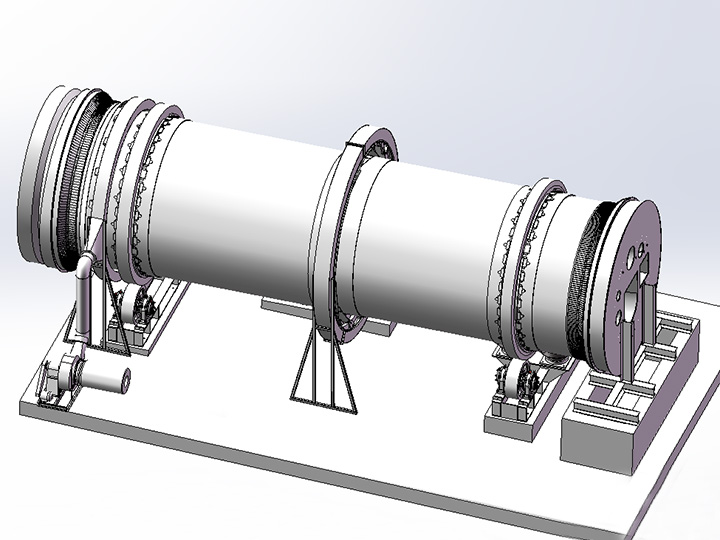
2. 本推料系统位于危废焚烧系统前端,用于将危废垃圾推进窑内焚烧,具有单次进料量大,操作简单,便于维护等特点。它主要由三大部分组成:1.推进机构;2.液压系统;3.电控系统。
3. 本推料系统具有称重功能,确保焚烧物处于恒定流量和稳定运行,控制废物产生的热值和污染物的溶度,能够确保后续烟气和溶度的稳定,可以减少后续烟气处理费用投入。
4. 本推料系统为plc自动化控制,具有手动和自动控制功能,具有故障报警功能,可实现远程控制和现场控制功能。
四、技术参数:
1. 该系统日处理能力为60~100t/d,每天24小时运行,年运行时间可达7200h。
2. 该系统液压部分为推进量为5t/h,压力可达16mpa。
3. 液压系统技术性能:
额定压力允差值<5%
额定流量允差值<5%
压力振摆±0.2MP
耐压能力>150%
清洁度≤19/16
噪声≤75dB(A)
温升≤25°C
正常工作温度30~60°C

上料系统的范围包括推杆上料系统和提升机上料系统,需要根据现场场地限制对上料系统的设计进行综合考虑。

提升机上料系统包括提升机、提升机密封门、提升机液压推杆。

型式: 液压推杆进料
处理能力: 正常100t/d,Max120t/d(考虑所有进料都为固体的情况),物料密度按照500~800kg/m3考虑
年操作时间: 7200h
安装位置: 回转窑窑头
防护等级: IP55
绝缘等级: F级
物料特性: 半固体、粘性物料、污泥、精馏残渣、废机油、废旧包装物、釜残、废催化剂、破布、编织袋、破碎后塑料碎片、铁片等
2) 提升机型式及基本要求如下:
提升机上料作为链板机上料的补充,进料为小包装危废,设计提升能力为单次不小于200kg/次,空载提升频率设计为不小于25次/小时。上料尺寸600×600 mm。如果是高热值废物,单次上料重量减小。